IMPORTANCE OF RAWMATERIAL IN YARN MANUFACTURING:
Raw material represents about 50 to 70% of the production cost of a short-staple yarn. This fact is sufficient to indicate the significance of the rawmaterial for the yarn producer. It is not possible to use a problem-free raw material always , because cotton is a natural fibre and there are many properties which will affect the performance. If all the properties have to be good for the cotton, the rawmaterial would be too expensive. To produce a good yarn with this difficulties, an intimate knowledge of the raw material and its behaviour in processing is a must.
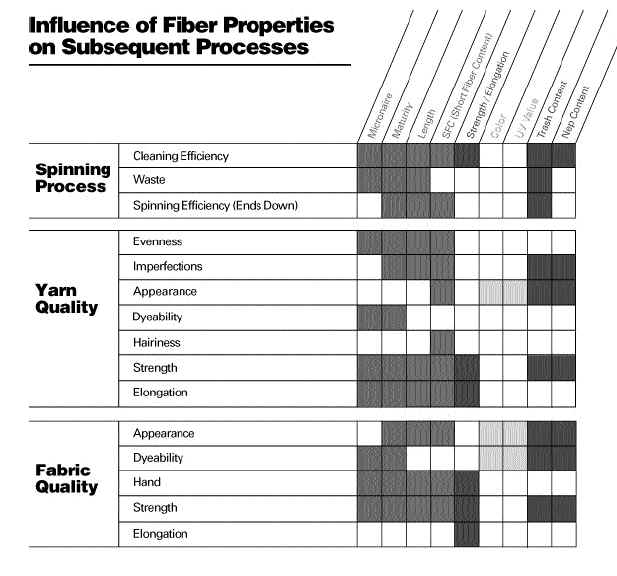
Fibre characteristics must be classified according to a certain sequence
of importance with respect to the end product and the spinning process. Moreover, such
quantified characteristics must also be assessed with reference to the following
Such valuable experience, which allows one to determine the most suitable use for the raw material, can only be obtained by means of a long, intensified and direct association with the raw material, the spinning process and the end product.
Low cost yarn manufacture, fulfilling of all quality requirements and a
controlled fibre feed with known fibre properties are necessary in order to compete on the
world's textile markets. Yarn prodcution begins with the rawmaterial in bales, whereby
success or failure is determined by the fibre quality, its price and availability.
Successful yarn producers optimise profits by a process oriented selection and mixing of
the rawmaterial, followed by optimisation of the machine settings, production rates,
operating elements, etc. Simultaneously, quality is ensured
by means of a closed loop control system, which requires the application of supervisory
system at spinning and spinning preparation, as well as a means of selecting the most
sutable bale mix.
BASIC FIBRE CHARACTERISTICS:
A textile fibre is a peculiar object. It has not truly fixed length,
width, thickness, shape and cross-section. Growth of natural fibres or prodction factors
of manmade fibres are responsible for this situation. An individual fibre, if examined
carefully, will be seen to vary in cross-sectional area along it length. This may be the
result of variations in growth rate, caused by dietary, metabolic, nutrient-supply,
seasonal, weather, or other factors influencing the rate of cell development in natural
fibres. Surface characteristics also play some part in increasing the variablity of fibre
shape. The scales of wool, the twisted arrangement of cotton, the nodes appearing at
intervals along the cellulosic natural fibres etc.
Following are the basic chareteristics of cotton fibre
STANDARD ATMOSPHERE FOR TESTING:
The atmosphere in which physical tests on textile materials are
performed. It has a relative humidity of 65 + 2 per cent and a temperature of 20 + 2� C.
In tropical and sub-tropical countries, an alternative standard atmosphere for testing
with a relative humidity of 65 + 2 per cent and a temperature of 27 + 2� C,
may be used.
FIBRE LENGTH:
The "length" of cotton fibres is a property of commercial
value as the price is generally based on this character. To some extent it is true, as
other factors being equal, longer cottons give better spinning performance than shorter
ones. But the length of a cotton is an indefinite quantity, as the fibres, even in a small
random bunch of a cotton, vary enormously in length. Following are the various measures of
length in use in different countries
Mean length:
It is the estimated quantity which theoretically signifies the arithmetic mean of the
length of all the fibres present in a small but representative sample of the cotton. This
quantity can be an average according to either number or weight.
Upper quartile length:
It is that value of length for which 75% of all the observed values are lower, and 25%
higher.
Effective length:
It is difficult to give a clear scientific definition. It may be defined as the upper
quartile of a
numerical length distribution
eliminated by an arbitrary construction. The fibres
eliminated are shorter than half the effective length.
Modal length:
It is the most frequently occurring length of the fibres in the sample and it is related
to mean and median for skew distributions, as exhibited by fibre length, in the follwing
way.
(Mode-Mean) = 3(Median-Mean)
where,
Median is the particular value of length above and below which exactly 50% of the fibres
lie.
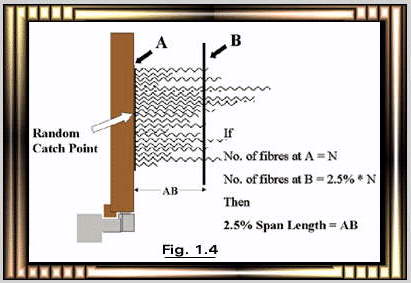
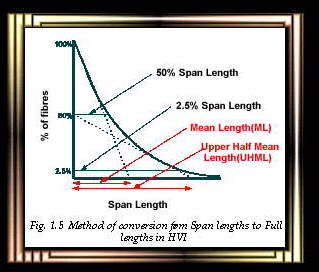
2.5% Span length:
It is defined as the distance spanned by 2.5% of fibres in the specimen being tested when
the fibres are parallelized and randomly distributed and where the initial starting point
of the scanning in the test is considered 100%. This length is measured using
"DIGITAL FIBROGRAPH".
50% Span length:
It is defined as the distance spanned by 50% of fibres in the specimen being tested when
the fibres are parallelized and randomly distributed and where the initial starting point
of the scanning in the test is considered 100%. This length is measured using
"DIGITAL FIBROGRAPH".
The South India Textile Research Association (SITRA) gives the following empirical relationships to estimate the Effective Length and Mean Length from the Span Lengths.
Effective length = 1.013 x 2.5% Span length + 4.39
Mean length = 1.242 x 50% Span length + 9.78
FIBRE LENGTH VARIATION:
Eventhough, the long and short fibres both contribute towards the
length irregularity of cotton, the short fibres are particularly responsible for
increasing the waste losses, and cause unevenness and reduction in strength in the yarn
spun. The relative proportions of short fibres are usually different in cottons having
different mean lengths; they may even differ in two cottons having nearly the same mean
fibre length, rendering one cotton more irregular than the other.It is therefore important
that in addition to the fibre length of a cotton, the degree of irregularity of its length
should also be known. Variability is denoted by any one of the following attributes
Uniformity ratio is defined as the ratio of 50% span length to 2.5% span length
expressed as a percentage. Several instruments and methods are available for determination
of length. Following are some
uniformity ration = (50% span length / 2.5% span length) x 100
uniformity index = (mean length / upper half mean length) x 100
SHORT FIBRES:
The negative effects of the presence of a high proportion of short
fibres is well known. A high percentage of short fibres is usually associated with,
- Increased yarn irregularity and ends dddown which reduce quality and increase processing
costs
- Increased number of neps and slubs whiiich is detrimental to the yarn appearance
- Higher fly liberation and machine contttamination in spinning, weaving and knitting
operations.
- Higher wastage in combing and other oppperations.
While the detrimental effects of short fibres have been well established, there is still
considerable debate on what constitutes a 'short fibre'. In the simplest way, short fibres
are defined as those fibres which are less than 12 mm long. Initially, an estimate of the
short fibres was made from the staple diagram obtained in the Baer Sorter method
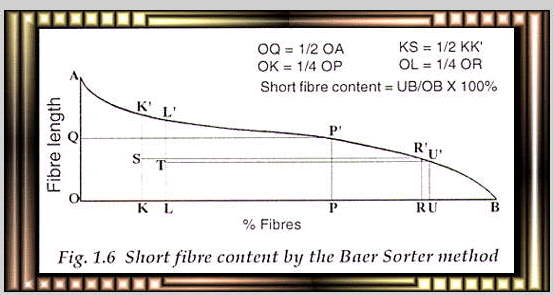
Short fibre content = (UB/OB) x 100
While such a simple definition of short fibres is perhaps adequate for
characterising raw cotton samples, it is too simple a definition to use with regard to the
spinning process. The setting of all spinning machines is based on either the staple
length of fibres or its equivalent which does not take into account the effect of short
fibres. In this regard, the concept of 'Floating Fibre Index' defined by Hertel (1962) can
be considered to be a better parameter to consider the effect of short fibres on spinning
performance. Floating fibres are defined as those fibres which are not clamped by either
pair of rollers in a drafting zone.
Floating Fibre Index (FFI) was defined as
FFI = ((2.5% span length/mean length)-1)x(100)
The proportion of short fibres has an extremely great impact on yarn quality and production. The proportion of short fibres has increased substantially in recent years due to mechanical picking and hard ginning. In most of the cases the absolute short fibre proportion is specified today as the percentage of fibres shorter than 12mm. Fibrograph is the most widely used instrument in the textile industry , some information regarding fibrograph is given below.
FIBROGRAPH:
Fibrograph measurements provide a relatively fast method for
determining the length uniformity of the fibres in a sample of cotton in a reproducible
manner.
Results of fibrograph length test do not necessarily agree with those obtained by other methods for measuring lengths of cotton fibres because of the effect of fibre crimp and other factors.
Fibrograph tests are more objective than commercial staple length classifications and also provide additional information on fibre length uniformity of cotoon fibres. The cotton quality information provided by these results is used in research studies and quality surveys, in checking commercial staple length classifications, in assembling bales of cotton into uniform lots, and for other purposes.
Fibrograph measurements are based on the assumptions that a fibre is
caught on the comb in proportion to its length as compared to toal length of all fibres in
the sample and that the point of catch for a fibre is at random along its length.
FIBRE FINENESS:
Fibre fineness is another important quality characteristic which
plays a prominent part in determining the spinning value of cottons. If the same count of
yarn is spun from two varieties of cotton, the yarn spun from the variety having finer
fibres will have a larger number of fibres in its cross-section and hence it will be more
even and strong than that spun from the sample with coarser fibres.
Fineness denotes the size of the cross-section dimensions of the fibre. AS the cross-sectional features of cotton fibres are irregular, direct determination of the area of croo-section is difficult and laborious. The Index of fineness which is more commonly used is the linear density or weight per unit length of the fibre. The unit in which this quantity is expressed varies in different parts of the world. The common unit used by many countries for cotton is microgrammes per inch and the various air-flow instruments developed for measuring fibre fineness are calibrated in this unit.
Following are some methods of determining fibre fineness.
Some of the above methods are applicable to single fibres while the majority of them deal with a mass of fibres. As there is considerable variation in the linear density from fibre to fibre, even amongst fibres of the same seed, single fibre methods are time-consuming and laborious as a large number of fibres have to be tested to get a fairly reliable average value.
It should be pointed out here that most of the fineness determinations are likely to be affected by fibre maturity, which is an another important characteristic of cotton fibres.
AIR-FLOW METHOD(MICRONAIRE INSTRUMENT):
The resistance offered to the flow of air through a plug of fibres is dpendent upon the
specific surface area of the fibres. Fineness tester have been evolved on this principle
for determininG fineness of cotton. The specific surface area which determines the flow of
air through a cotton plug, is dependent not only upon the linear density of the fibres in
the sample but also upon their maturity. Hence the micronaire readings have to be treated
with caution particularly when testing samples varying widely in maturity.
In the micronaire instrument, a weighed quantity of 3.24 gms of well opened cotton sample is compressed into a cylindrical container of fixed dimensions. Compressed air is forced through the sample, at a definite pressure and the volume-rate of flow of air is measured by a rotometer type flowmeter. The sample for Micronaire test should be well opened cleaned and thoroughly mixed( by hand fluffing and opening method). Out of the various air-flow instruments, the Micronaire is robust in construction, easy to operate and presents little difficulty as regards its maintenance.
FIBRE MATURITY:
Fibre maturity is another important characteristic
of cotton and is an index of the extent of
development of the fibres. As is the case with other fibre properties, the maturity of
cotton fibres varies not only between fibres of different samples but also between fibres
of the same seed. The causes for the differences observed in maturity, is due to
variations in the degree of the secondary thickening or deposition of cellulose in a
fibre.
A cotton fibre consists of a cuticle, a primary layer and secondary
layers of cellulose surrounding the lumen or central canal. In the case of mature fibres,
the secondary thickening is very high, and in some cases, the lumen is not visible. In the
case of immature fibres, due to some physiological causes, the secondary deposition of
cellulose has not taken sufficiently and in extreme cases the secondary thickening is
practically absent, leaving a wide lumen throughout the fibre. Hence to a cotton breeder,
the presence of excessive immature
fibres in a sample would indicate some defect in the plant growth. To a technologist, the
presence of excessive percentage of immature fibres in a sample is undesirable as this
causes excessive waste losses in processing lowering of the yarn appearance grade due to
formation of neps, uneven dyeing, etc.
An immature fibre will show a lower weight per unit length than a mature fibre of the same cotton, as the former will have less deposition of cellulose inside the fibre. This analogy can be extended in some cases to fibres belonging to different samples of cotton also. Hence it is essential to measure the maturity of a cotton sample in addition to determining its fineness, to check whether the observed fineness is an inherent characteristic or is a result of the maturity.
DIFFERENT METHODS OF TESTING MATURITY:
MATURITY RATIO:
The fibres after being swollen with 18% caustic soda are examined under the microscope
with suitable magnification. The fibres are classified into different maturity groups
depending upon the relative dimensions of wall-thickness and lumen. However the procedures
followed in different countries for sampling and classification differ in certain
respects. The swollen fibres are classed into three groups as follows
A combined index known as maturity ratio is used to express the results.
Maturity ratio = ((Normal - Dead)/200) + 0.70
where,
N - %ge of Normal fibres
D - %ge of Dead fibres
MATURITY CO-EFFICIENT:
Around 100 fibres from Baer sorter combs are spread across the glass slide(maturity slide)
and the overlapping fibres are again separated with the help of a teasing needle. The free
ends of the fibres are then held in the clamp on the second strip of the maturity slide
which is adjustable to keep the fibres stretched to the desired extent. The fibres are
then irrigated with 18% caustic soda solution and covered with a suitable slip. The slide
is then placed on the microscope and examined. Fibres are classed into the following three
categories
About four to eight slides are prepared from each sample and examined. The results are presented as percentage of mature, half-mature and immature fibres in a sample. The results are also expressed in terms of "Maturity Coefficient"
Maturity Coefficient = (M + 0.6H + 0.4 I)/100 Where,
M is percentage of Mature fibres
H is percentage of Half mature fibres
I is percentage of Immature fibres
If maturity coefficient is
AIR FLOW METHOD FOR MEASURING MATURITY:
There are other techniques for measuring maturity using Micronaire
instrument. As the fineness value determined by the Micronaire is dependent both on the
intrinsic fineness(perimeter of the fibre) and the maturity, it may be assumed that if the
intrinsic fineness is constant then the Micronaire value is a measure of the maturity
DYEING METHODS:
Mature and immature fibers differ in their behaviour towards various dyes. Certain dyes
are preferentially taken up by the mature fibres while some dyes are preferentially
absorbed by the immature fibres. Based on this observation, a differential dyeing
technique was developed in the United States of America for estimating the maturity of
cotton. In this technique, the sample is dyed in a bath containing a mixture of two dyes,
namely Diphenyl Fast Red 5 BL and Chlorantine Fast Green BLL. The mature fibres take up
the red dye preferentially, while the thin walled immature fibres take up the green dye.
An estimate of the average of the sample can be visually assessed by the amount of red and
green fibres.
FIBRE STRENGTH:
The different measures available for reporting fibre strength are
Coarse cottons generally give higher values for fibre strength than finer ones. In order, to compare strength of two cottons differing in fineness, it is necessary to eliminate the effect of the difference in cross-sectional area by dividing the observed fibre strength by the fibre weight per unit length. The value so obtained is known as "INTRINSIC STRENGTH or TENACITY". Tenacity is found to be better related to spinning than the breaking strength.
The strength characteristics can be determined either on individual
fibres or on bundle of fibres.
SINGLE FIBRE STRENGTH:
The tenacity of fibre is dependent upon the following factors
The mean single fibre strength determined is expressed in units of "grams/tex". As it is seen the the unit for tenacity has the dimension of length only, and hence this property is also expressed as the "BREAKING LENGTH", which can be considered as the length of the specimen equivalent in weight to the breaking load. Since tex is the mass in grams of one kilometer of the specimen, the tenacity values expressed in grams/tex will correspond to the breaking length in kilometers.
BUNDLE FIBRE STRENGTH:
In practice, fibres are not used individually but in groups, such as in yarns or fabrics.
Thus, bundles or groups of fibres come into play during the tensile break of yarns or
fabrics. Further,the correlation between spinning performance and bundle strength is
atleast as high as that between spinning performance and intrinsic strength determined by
testing individual fibres. The testing of bundles of fibres takes less time and involves
less strain than testing individual fibres. In view of these considerations,
determination of breaking strength of fibre bundles has assumed greater importance
than single fibre strength tests.